Epävarmuuden aikoja elävässä konepajateollisuudessa ollaan juuri nyt odottavalla kannalla ja pidetään investointeja jäissä, ja monessa alan yrityksessä on otettu tuotannon mittarit suurennuslasin alle. Kuinka saada konepaja pyörimään nopeammin, laadukkaammin, virheettömämmin, turvallisemmin ja joustavammin? Tavoitteena on olla iskussa sitten, kun lihavammat ajat taas koittavat.
”Esimerkiksi tuotteen läpimenoaika on tietenkin aivan oleellinen
konepajan toiminnan mittari, mutta mielestäni tärkein
tavoite tuotannon kehittämisessä tulisi olla hukka-ajan vähentäminen.
Siis tuottamattoman työajan karsiminen, ja sitä kautta
konepajan parempikatteinen toiminta”, sanoo vuonna 1985
perustetun FMS Tools Oy:n osaomistaja ja toimitusjohtaja
Harri Sariola.
Sariolan mukaan konepajan toiminnan petraamisessa tärkeintä
ei niinkään ole pyrkiä työtahdin nopeuttamiseen, vaan
sen ajan vähentämiseen, joka ei tuota asiakkaalle lisäarvoa.
Ja kääntäen: sen varmistamista, että työajasta suurin osa
nimenomaan tuottaa arvoa.
”Käytännössä toiminnan kehittämisen tavoitteena pitäisi
olla se, että kalliit koneet saadaan käymään niin monta tuntia
päivässä kuin suinkin mahdollista. Aikaa kuluu helposti tavaroiden
siirtelyyn, työkalujen valintaan tai sen oikean kuusiokoloavaimen
etsiskelyyn. Toisin sanoen tuotannon tehokkuuden
näkökulmasta monenlaiseen turhan tekemiseen”, Sariola
sanoo.
Suomessa on tyypillistä, että konepajoissa tehdään paljon
pieniä sarjoja, tai jopa yksittäiskappaleita. Vaikka pienerätuotannossa
läpimenoajat ovat lyhyitä, koneistuksen asetuksiin,
siis muun muassa terien ja työkappaleiden asennuksiin,
kuluu helposti paljon aikaa. Tuotannon ”tehokas peliaika” laskee,
kun asetusajat ovat suoraan pois koneen käyttökapasiteetista.
”Jos jokaisessa uuden työvaiheen käynnistyksessä erilaisten
asetusten tekemisiin kuluu vaikkapa puoli tuntia, tai muutama
tunti, kuten usein, se tarkoittaa sitä, että koneiden käyttökapasiteetista
häviää viikkotasolla helposti päivä tai parikin
joutavaan hukka-aikaan.”
”Tuotteen
läpimenoaika
on oleellinen konepajan
toiminnan mittari.
Työkappaleen kiinnitys on konepajan
heikoin lenkki
Monet yritykset ovat onnistuneet hukka-ajan tunnistamisessa
ja vähentämisessä kehittämällä joustavaa automaatiota sekä
ottamalla käyttöön modulaarisia työkalujen ja työkappaleiden
kiinnitysjärjestelmiä.
Konepajassa itse työstökone, työkalut, työkappale ja kiinnitin
muodostavat yhdessä kokonaisuuden, jonka tehokkuuden
määrää sen heikoin lenkki. Heikoin lenkki tässä kokonaisuudessa
on usein työkappaleen kiinnitin.
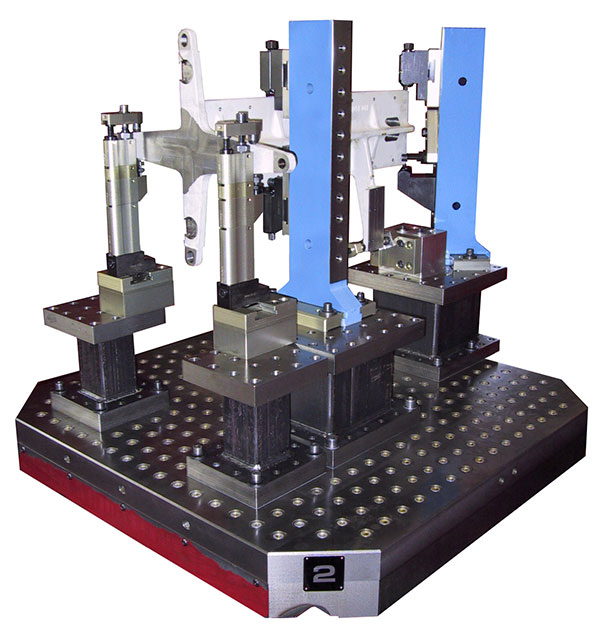
Modulaariset työkalu- ja työkappaleen kiinnitysjärjestelmät
toimivat kuin legopalikat konsanaan. Koneen ja terän
väliin asennettavan kiinnittimen avulla pienestäkin vakiotyökalujen
valikoimasta voidaan rakentaa lukemattomia työkaluyhdistelmiä,
jolloin kussakin työstövaiheessa säästetään aikaa
terien ja kappaleiden vaihdossa ja aina uusien asetusten tekemisessä.
Eri työvaiheissa voidaan käyttää samoja työkaluja ja kiinnittimiä,
jolloin koneistamon työvälineet voidaan yhtenäistää.
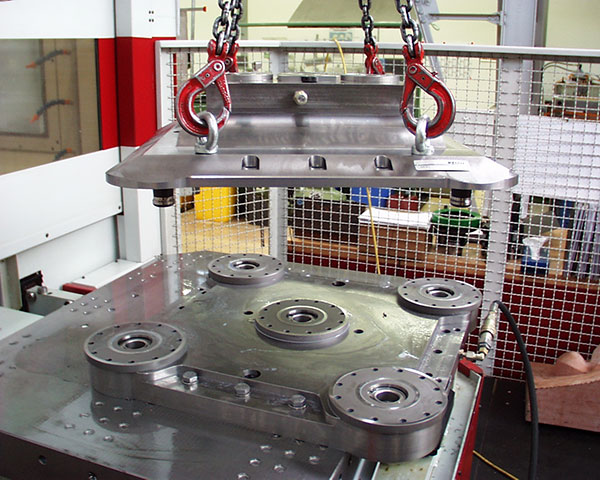
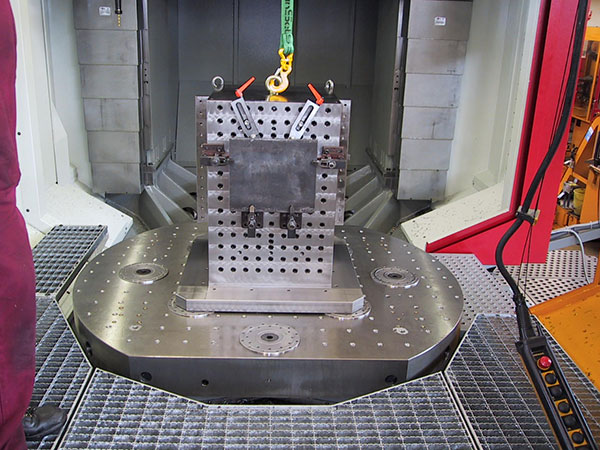
Nollapistekiinnitin mahdollistaa työkappaleen ja kiinnittimen
nopean vaihtamisen koneeseen. Tarvittavat asetukset voidaan
tehdä valmiiksi työstökoneiden ulkopuolella, joten niiden käyttöaste
pysyy korkeana.
Legopalikkamenetelmällä hukka-aika kuriin
Modulaarinen rakennesarjakiinnitys tuo tuotantoon paitsi
tehokkuutta, myös joustavuutta, ja mahdollistaa asiakaspalvelun
parantamisen. Työn alla oleva, ei niin aikataulukriittinen
asiakastilaus voidaan keskeyttää, jos kiireisempi tilaus sitä vaatii. Kun kiiretilaus on saatu valmiiksi, kesken jäänyttä työtä
voidaan jatkaa siitä, mihin jäätiin. Asetusten vaihto voidaan
tehdä minuuteissa. Kaikki hyötyvät – konetta voidaan käyttää
tehokkaasti korkealla kapasiteetilla, ja tyytyväiset asiakkaat
kiittävät.
Jotta työkappaleen kiinnittämiseen kuluva hukka-aika ja
sitä kautta kustannukset saataisiin minimoitua, työkappale
tulisi voida koneistaa yhdellä kiinnityksellä – riippumatta
koneistettavan kappaleen muodosta, painosta tai tuotantomäärästä.
Itsestään selvä vaatimus työkappaleen kiinnitykselle on se,
että kappale asemoituu tarkasti ja pysyy paikallaan työstön
aikana, oli kiinnitys sitten mekaaninen, hydraulinen tai paineilmatoiminen.
Yhdistämällä nämä kiinnitysmekanismit nollapistekiinnitysratkaisuun,
vastataan näihin kappaleen kiinnityshaasteisiin
kattavasti.
Menetelmässä kappaleen paikoituksen tarkkuus on jopa
0,005 mm kiinnityskertojen välillä, ja tarkkuus pysyy yhtenäisenä
kaikissa koneistuksen vaiheissa. Tärkein nollapistekiinnityksen
etu on kuitenkin koneen ja kappaleen asetusaikojen
lyheneminen dramaattisesti – parhaimmillaan jopa 90 prosentilla
muihin kiinnitysmenetelmiin verrattuna.
”Modulaarinen
rakennesarjakiinnitys
tuo tuotantoon
tehokkuutta ja
joustavuutta.
Työkappaleen kiinnitys on kiinteä osa
lopputuotteen valmistusprosessia
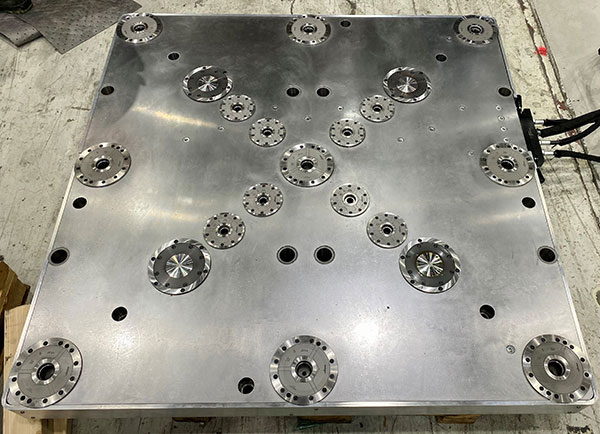
Modulaariset kiinnitinjärjestelmät ovat eräänlainen rakennussarja
paletteja, rasterilevyjä, torneja ja muita kiinnitinelementtejä,
joista legopalikoiden tavoin kootaan koneelle sopiva,
mahdollisimman vakioitu kokonaisuus.
Tuotannon ja valmistettavuuden suunnittelussa työkappaleen
kiinnitys on osa lopputuotteen valmistusprosessia. Kun
itse tuotteen suunnittelun ohella myös tuotteen valmistuksen vaiheet on käyty huolella läpi, päästään kustannustehokkaimpaan
lopputulokseen, kun kappaleen kiinnityksen vaihtoja ja
uudelleenpaikoituksia tulee mahdollisimman vähän.
Kiinnittimeltä vaadittavia ominaisuuksia ovat paitsi nopea
asetusaika, myös muun muassa muunneltavuus eri muotoisille
kappaleille, soveltuvuus mahdollisimman monelle kappaleelle
sekä esteettömän työskentelyn mahdollistaminen. Kun
modulaarisessa järjestelmässä kappaleiden kiinnitys tehdään
koneistuskeskuksen ja työstökoneiden ulkopuolella, asetusten
tekeminen käy vaivattomasti, eikä koneen käyttäjän tarvitse
ahtautua hankaliin asentoihin asennusvaiheessa.
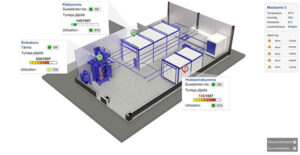
Modulaariset kiinnitysjärjestelmät, nollapistekiinnitys ja
työkappaleen vaihdon automatisointi ovat keskeisiä tekijöitä,
kun konepajoissa pohditaan työn tuottavuuden mittareita ja
toiminnan kehittämistä. Nämä ovat ratkaisuja, joissa hukkaaikaan
voidaan vaikuttaa helposti ja pienillä kustannuksilla.
”Mutta oleellista on päättää se, mikä on konepajan mittareista
tärkein. Kysymys on lopulta sen oivaltamisessa, mistä
tekijöistä tuotannon kustannukset kulloinkin muodostuvat.
Konepajan palveluntarjoajan oma suunnitteluosaaminen ja pitkän
kokemuksen tuoma näköala koko arvoketjusta ja sen osasista
auttavat kokonaisuuden hahmottamisessa ja niiden tärkeimpien
tavoitteiden saavuttamisessa”, FMS-Toolsin Sariola
sanoo.
Teksti: Pekka Lehtonen
Kuvat: FMS Tools Oy