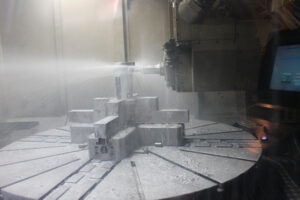
Konepajan tuotantotehoa voidaan parantaa käyttämällä työkappaleiden kiinnitykseen nykyaikaisia ja prosessiin soveltuvia tekniikoita. Kun kappaleet saadaan työstöön ilman viivytyksiä, työt linjalla valmistuvat aiempaa nopeammin.
Oikeanlainen kiinnitys on keskeistä kappaleita työstettäessä.
Optimoitu kiinnitystapa voi säästää työaikaa ja valmistuskustannuksia.
Suomessa esimerkiksi OK-Vise Oy kehittää komponentteja
ja järjestelmiä työstettävien kappaleiden kiinnittämiseen.
”Olemme olleet alalla jo 40 vuotta”, kertoo OK-Visen toimitusjohtaja
Olavi Meriläinen.
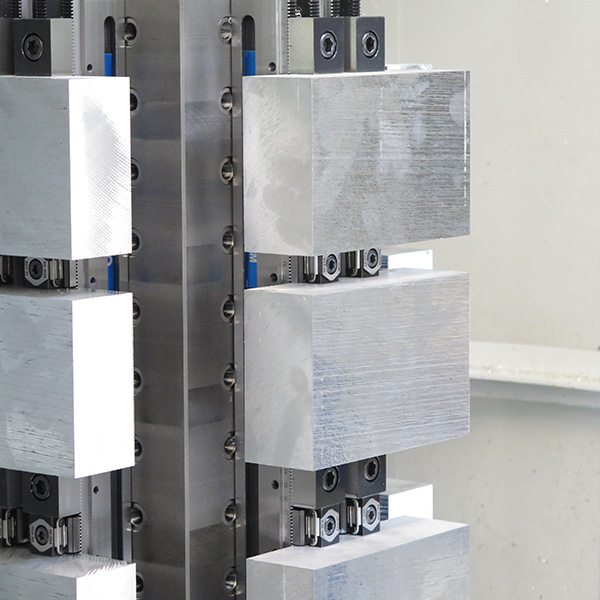
”Peruskomponentteihin kuuluu matala kiilakiinnitin. Sen
valttina on kiinnittimen pieni koko.”
Kiinnittimen on pystyttävä pitämään työkappale paikoillaan
työstön ajan, joten siihen kohdistuu paljon voimia. Tarvitaan
pitävä kiinnitys, joka toisaalta työn valmistuttua voidaan
irrottaa ja vaihtaa mahdollisimman ripeästi.
”Modulaarisella järjestelmällä saadaan rakennetuksi erilaisia kiinnitysvaihtoehtoja.
Meriläisen mukaan takavuosina pyrittiin siihen, että työstökoneeseen
saataisiin kerralla mahtumaan mahdollisimman
monta työstettävää kappaletta.
”Nyt käytössä kuitenkin on paljon neliakselisia työstökoneita,
joten kappaleita pyritään paljolti työstämään ainakin
kolmelta suunnalta saman työvaiheen aikana. Silloin työkappaleen
saa valmiiksi kahdella kiinnityksellä.”
”Jos taas konepajalla on viisiakselinen kone, voidaan työstää
vielä useammilta eri suunnilta. Monesti tällöin työstetään
vain yhtä kappaletta kerrallaan”, Meriläinen selittää.
Siihenkin tilanteeseen on kehitetty omanlaisensa sopivat
kiinnitinjärjestelmät.
Vaihdot nopeammiksi
Hiljattain markkinoille on tullut modulaarinen järjestelmä,
jossa samaan tuoteperheeseen kuuluu erilaisia kiinnitinkomponentteja.
”Tämä järjestelmä perustuu suurelta osin perinteisiin matalakiinnittimiin.”
”Pohjoismaisilla konepajoilla on opittu työstämään pieniä
sarjoja, jolloin työstöasetuksia ja kiinnityksiä joudutaan vaihtamaan
tiiviiseen tahtiin. Tällöin kiinnitinkomponenttien vaihdot
on pystyttävä tekemään nopeasti ja helposti”, Meriläinen
muistuttaa.
Muussa tapauksessa vaihtoihin kuluu turhan paljon työaikaa,
mikä aiheuttaa sekä viivytyksiä että tarpeetonta rahanmenoa.
”Modulaarisella järjestelmällä saadaan rakennetuksi erilaisia
kiinnitysvaihtoehtoja. Kappaleen mukaisissa kiinnityksissä
saatetaan usein vaihtaa koko kiinnitin, esimerkiksi kun käytetään
nollapistekiinnitystä.”

Räätälöity kiinnitys.
Automaatio yleistyy
Työstöasetusten vaihto on konepajoilla yleensä ollut käsin tehtävää
työtä. Toisaalta työstöprosessit muuttuvat koko ajan yhä
automaattisemmiksi.
”Pajoilla voi olla monenlaisia joustavia tuotantojärjestelmiä,
joissa ehkä käytetään nollapistekiinnittimiä – tai jopa sellaisia
systeemejä, joissa robotti kiinnittää kappaleet työstöä
varten. Näin ollen myös automaattisten kiinnittimien käyttö
yleistyy Suomen konepajoilla”, Meriläinen pohtii.
Nollapistekiinnittimillä kappaleet pyritään saamaan
nopeasti
kiinni alustaan, joko jousien avulla tai mekaanis-hydraulisesti.
Joskus työkappaleissa tarvitaan erityiskiinnitystä, mikäli
työstettävänä on hankalan muotoisia kappaleita.
”Silloin kiinnitykset on ehkä syytä ’räätälöidä’ tapauskohtaisesti
kappaleen mukaan”, toteaa Meriläinen.
”Selkeän muotoiset kappaleet – kuten suorakaiteet, putket,
renkaat ja tangot – voidaan kyllä hyvin kiinnittää modulaarisilla
kiinnitysjärjestelmillä.”
Teknologiat kehittyvät
Lähiaikoina OK-Vise tuo Meriläisen mukaan markkinoille
uudentyyppisiä automaattisia kiinnittimiä, joilla kappaleita
kiinnitetään sähköisesti alustaan työstöä varten.
”Olemme kyllä tehneet paljon työtä hydraulisten kiinnittimien
suhteen, mutta niissä voi joskus olla omat ongelmansa,
kun kappaleet pitää kiinnittää automaattisesti. Korvaamme
siksi nyt hydrauliikkaa
sähköisellä kiinnityksellä”, Meriläinen
perustelee uudistusta.
”Konepajalla säästyy yhä enemmän kiinnitysaikaa, jos
hyödynnetään automatiikkaa silloin kun siirretään työkappaleita
kiinnittimiin.”
Uudenlainen sähköinen kiinnitinjärjestelmä on tulossa
pilottikäyttöön loppuvuodesta 2021 ja se tuodaan Suomessa
markkinoille vuoden 2022 puolella.
Teksti: Ari Mononen
Kuvat: OK-Vise Oy