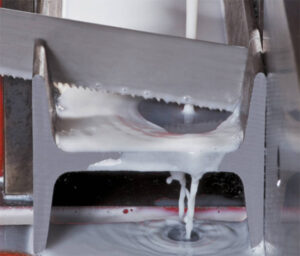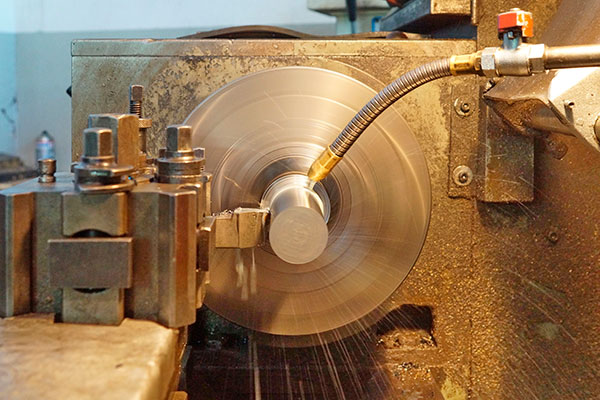
Leikkausnesteen tärkeimpiä tehtäviä ovat työkalun ja työkappaleen jäähdyttäminen, leikkuuprosessin voitelu sekä lastujen tehokas poistaminen työstöalueelta. Vaikka neste jää usein koneen ja työkalujen varjoon, sen vaikutus koneistuksen suorituskykyyn on merkittävä.
Leikkausnesteet voidaan jakaa karkeasti öljypohjaisiin ja vesipohjaisiin tuotteisiin. Öljypohjaiset leikkuuöljyt soveltuvat erityisesti raskaisiin työstöihin, joissa leikkuuvoimat ovat suuria ja voitelun merkitys korostuu. Vesipohjaiset nesteet ovat puolestaan yleisimpiä nykyaikaisessa koneistuksessa, sillä ne poistavat lämpöä tehokkaasti ja ovat usein käyttäjien näkökulmasta miellyttävämpiä käsitellä.
”Leikkuuneste on yksi koneistuksen
keskeisistä prosessitekijöistä.
Työstökohde ratkaisee nesteen valinnan
Vesipohjaiset leikkausnesteet jakautuvat liukoisiin öljyihin, puolisynteettisiin ja synteettisiin tuotteisiin. Liukoiset öljyt tarjoavat hyvän voitelukyvyn, kun taas synteettiset nesteet korostavat puhtautta ja jäähdytystehoa. Puolisynteettiset ratkaisut sijoittuvat ominaisuuksiltaan näiden väliin.
Sopivan leikkausnesteen valintaan vaikuttavat muun muassa työstettävä materiaali, käytettävä työstömenetelmä sekä työkalut. Esimerkiksi ruostumattomien terästen koneistus asettaa erilaisia vaatimuksia kuin alumiinin työstö. Myös käyttäjäkokemus on tärkeä tekijä. Nesteen hajuttomuus, vähäinen vaahtoaminen ja ihoystävällisyys vaikuttavat työympäristön viihtyvyyteen ja turvallisuuteen.

Kunnossapito ehkäisee ongelmia
Leikkausnesteen suorituskyky säilyy vain säännöllisellä seurannalla. Käytännössä nesteen pitoisuus kannattaa tarkistaa päivittäin tai vähintään työvuoron alkaessa refraktometrillä ja Brix-asteikon avulla. Liian laimea tai liian väkevä seos voi heikentää voiteluominaisuuksia ja lisätä työkalujen kulumista.
Myös pH-arvon seuranta on tärkeää. Useimpien vesipohjaisten leikkuunesteiden valmistajat suosittelevat käyttöalueeksi noin pH 8–9, mutta tarkat tavoitearvot tulee aina varmistaa tuotekohtaisista ohjeista. pH-arvo tarkistetaan tyypillisesti viikoittain, mutta vaativissa tuotantoympäristöissä mittausväliä voidaan tihentää. Mikäli pH laskee liikaa, bakteerikasvun riski kasvaa ja nesteen käyttöominaisuudet heikkenevät.
”Leikkausnesteen suorituskyky säilyy
vain säännöllisellä seurannalla.
Koneistamoissa syntyy lisäksi niin sanottua vierasöljyä, joka kerääntyy nesteen pinnalle. Öljyn säännöllinen poisto skimmauksen avulla vähentää bakteerikasvua, hajuhaittoja ja nesteen ennenaikaista pilaantumista.
Vierasöljyn määrä sekä säiliön yleinen puhtaus on hyvä tarkistaa vähintään viikoittain, mutta kiireisessä tuotannossa tai koneilla, joissa vierasöljyä kertyy runsaasti, tarkistusväliä kannattaa tihentää. Samalla on huolehdittava lastujen ja muiden epäpuhtauksien poistamisesta, jotta pumput, suodattimet ja koneen muut komponentit eivät vaurioidu. Nestejärjestelmän kokonaiskunto kannattaa arvioida osana kuukausittaista kunnossapitoa.

Työturvallisuus ja ympäristö korostuvat
Suomalaisissa konepajoissa kiinnitetään yhä enemmän huomiota leikkuunesteiden ympäristövaikutuksiin ja turvalliseen käsittelyyn. Hyvin ylläpidetty neste vähentää altistumista mikrobikasvulle, hajuhaitoille ja leikkuunesteaerosoleille, joita voi muodostua erityisesti suurilla karanopeuksilla ja korkeapaineisissa jäähdytysjärjestelmissä.
Työturvallisuuden kannalta tehokas ilmanvaihto ja sumunpoistojärjestelmät ovat keskeisessä asemassa. Lisäksi käytettävien kemikaalien ominaisuudet sekä mahdollinen tarve henkilönsuojaimille, kuten suojakäsineille, tulee arvioida työympäristön riskien perusteella. Käytettävien tuotteiden turvallisuusvaatimukset perustuvat EU kemikaalilainsäädäntöön, mukaan lukien REACH-asetukseen, sekä valmistajien käyttöturvallisuustiedotteisiin.
”Käytöstä poistettavat leikkausnesteet
tulee toimittaa asianmukaiseen käsittelyyn.
Käytöstä poistettavat leikkausnesteet tulee toimittaa asianmukaiseen käsittelyyn. Suomessa leikkuunesteiden kierrätys ja jätehuolto ovat osa yritysten ympäristövastuuta, ja asianmukainen käsittely auttaa vähentämään sekä ympäristökuormitusta että jätekustannuksia.
Kolme kriittistä tekijää leikkuunesteen hallinnassa
- Valitse leikkausneste työstettävän materiaalin, menetelmän ja työkalujen mukaan.
- Seuraa säännöllisesti nesteen pitoisuutta sekä pH-arvoa valmistajan suositusten mukaisesti.
- Poista pinnalle kertyvä vierasöljy skimmauksella bakteerikasvun, hajuhaittojen ja nesteen ennenaikaisen pilaantumisen ehkäisemiseksi.
Teksti: Petri Charpentier
Kuvat: Pexels