Lastuavien työkalujen kehitys on viime vuosina kulkenut käsi kädessä valmistavan teollisuuden kasvavien tehokkuus- ja laatuvaatimusten kanssa. Uudet materiaalit, pinnoitteet sekä digitaalinen seuranta muuttavat tapaa, jolla konepajat optimoivat koneistusta ja hallitsevat tuotantokustannuksia.
Konepajateollisuudessa lastuavat työkalut ovat keskeinen osa tuotantoprosessia. Niiden suorituskyky vaikuttaa suoraan koneistusnopeuteen, pinnanlaatuun sekä työkalujen käyttöikään. Viime vuosien kehitystyö on kohdistunut erityisesti työkalumateriaaleihin, pinnoitteisiin ja työkalujen geometriaan, joiden avulla voidaan parantaa prosessin vakautta ja lisätä tuotannon tehokkuutta.
Uudet materiaalit kestävät vaativia olosuhteita
Kovametallien ja keraamisten työkalumateriaalien kehitys on mahdollistanut entistä suuremmat lastuamisnopeudet ja pidemmän työkalun käyttöiän. Erityisesti monikerrospinnoitteet ovat parantaneet työkalujen lämmönkestävyyttä ja kulumisen sietoa.
Pinnoitteiden avulla voidaan vähentää kitkaa ja hallita lastunmuodostusta, mikä on tärkeää erityisesti vaikeasti työstettävien materiaalien, kuten lujien terästen ja lämpöä kestävien superseosten koneistuksessa. Samalla konepajat voivat vähentää työkalujen vaihtotarvetta ja lyhentää seisokkiaikoja.
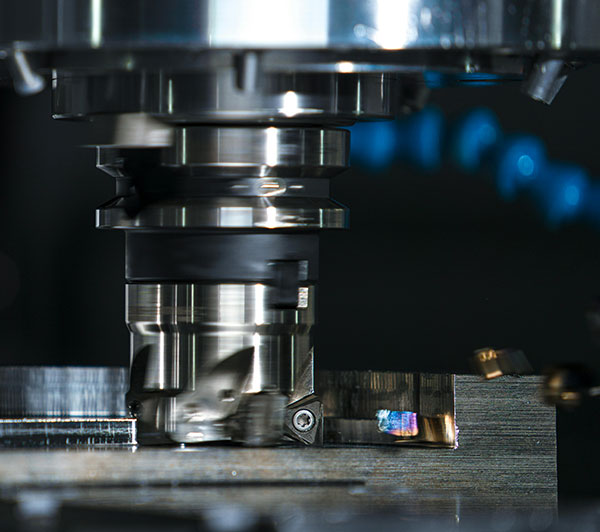
Geometria optimoi lastunhallintaa
Työkalujen muotoilu on kehittynyt merkittävästi simuloinnin ja materiaalitutkimuksen ansiosta. Lastuamisgeometriaa voidaan räätälöidä tarkasti tiettyihin työstöprosesseihin, kuten sorvaukseen, jyrsintään tai poraukseen.
Optimoitu lastunhallinta vähentää lastujen takertumista ja parantaa prosessin ennustettavuutta. Tämä korostuu erityisesti automatisoiduissa tuotantolinjoissa, joissa tuotannon jatkuvuus ja häiriöttömyys ovat keskeisiä tekijöitä.
Digitaalisuus tuo uusia mahdollisuuksia
Viime vuosina myös digitalisaatio on tullut osaksi työkaluteknologiaa. Työkalujen kulumista voidaan seurata antureiden ja tuotantodatan avulla, mikä mahdollistaa ennakoivan kunnossapidon ja työkalujen vaihdon oikea-aikaisesti.
Konepajojen näkökulmasta tämä tarkoittaa parempaa tuotannon hallintaa sekä mahdollisuutta optimoida lastuamisparametreja reaaliaikaisen tiedon perusteella. Samalla voidaan vähentää materiaalihukkaa ja parantaa tuotannon laatua.
Lastuavien työkalujen kehitys jatkuu tiiviissä yhteistyössä konepajateollisuuden ja työkalutoimittajien välillä. Tulevaisuudessa keskeisiä kehityssuuntia ovat entistä älykkäämmät työkaluratkaisut, kehittyneet pinnoiteteknologiat sekä työkalujen entistä tarkempi sovittaminen erilaisiin koneistusprosesseihin.
Teksti: Toimitus









